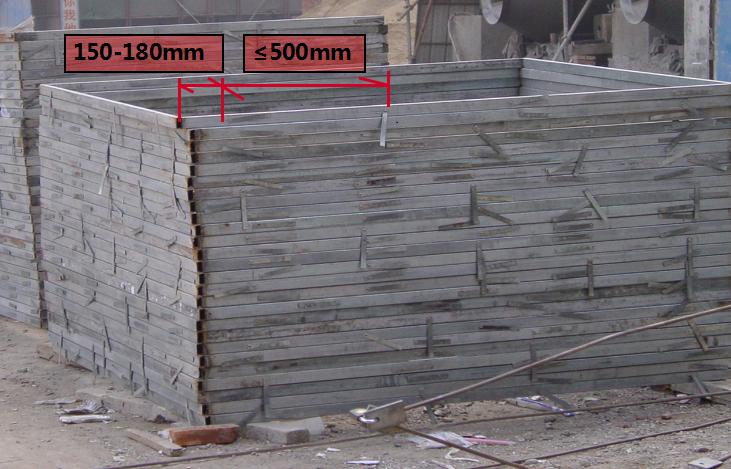
铝合金门的标准化安装需严格遵循测量放线、副框加工与安装、门窗框安装、开启扇及固玻安装、打胶等八道工序,其中副框加工尤为关键。施工时,副框打孔应控制端头间距为150-180mm(铝合金窗)或150-200mm(塑钢窗),中间间距350-450mm,最大不超过500mm(铝合金)或600mm(塑钢),以确保连接强度与防水性能。这一流程适用于建筑工程中门窗洞口精度要求高的场景,尤其在高层
门窗安装工序如下:
第一步:测量放线
第二步: 副框加工
第三步 : 副框安装
第四步:门窗框安装
第五步 :开启扇安装
第六步 :固玻安装
第七步 :扇玻安装
第八步 :打胶
下面进行详细讲解:
第 一 步 测量放线
依据总包单位基准线,在门窗洞口上放置出进出:门窗位线、标高线、左右位置线三线。
1.通过建筑1米线确定门窗标高线位置。

2.通过建筑轴线(300线)确定进出位线位置

3.通过建筑轴线确定左右位置线。
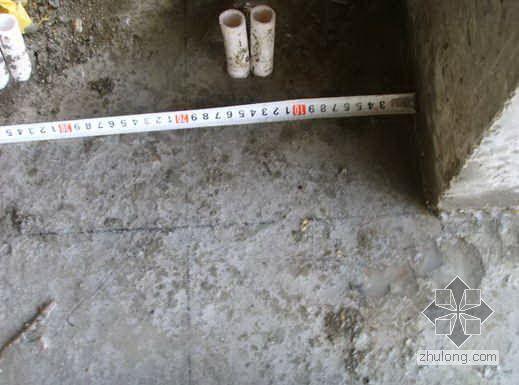
以上所使用到的工具有:红外线水平仪、盒尺
如下图示:

用画线表现一下窗洞口三线的具体位置

第 二 步 副框加工
副框加工使用的工具有:切割机、焊机
如下图所示:

副框连接形式:1、直角焊接 2、45°角焊接 3、塑料组角。
1、直角焊接

2、45°角焊接

3、塑料组角码

如果是塑钢窗,那么打孔如下规格:
距离端头:150—200mm 中间间距:350—450mm(最大≤600mm)

如果是铝合金窗,打孔如下规格:
距离端头:150—180mm 中间间距:350—450mm(最大≤500mm)
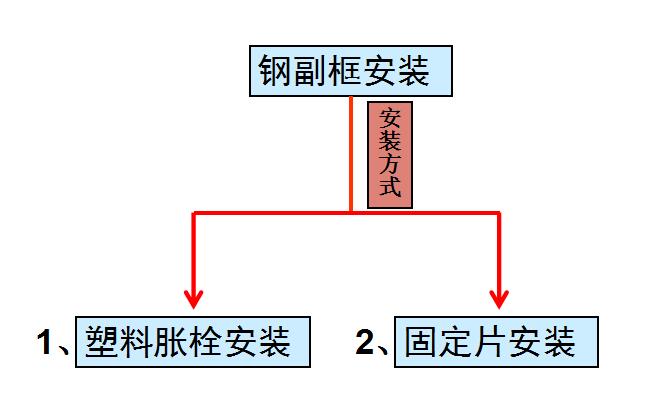
第 三 步 钢副框安装
安装方式有:1.塑料胀栓安装、2.固定片安装。
如下图: